全国服务咨询热线:
021-51089255
021-51089255


热膨胀系数是评价材料长度随温度变化的重要参数。了解材料性质对材料设计非常重要。本文介绍样品制备和流场如何影响样品性能和TMA 402 F3 Hyperion® Polymer Edition测量方法。
填料在聚合物制造行业中发挥着重要作用,加入填料将会降低材料的价格。此外,填料还可以减少收缩,增加刚度以及改善外观。
热膨胀系数α或CTE(工程热膨胀系数)是衡量材料在加热或冷却时长度变化的重要参数。通过热膨胀测量数据,可以帮助设计材料,如终产品收缩性,或者终产品各连接部件之间的膨胀匹配性。
模具中填料的取向对CTE影响很大,而填料取向则取决于模具中的流场,即材料填入模具的方式。于是,注塑件中不同位置的CTE值可能不同。本文目的是研究这个现象。将包含40%(体积)短碳纤维的低粘度PEEK树脂注入80x80mm和2mm厚度的平板模具中成型。通过较薄的浇口获得更均匀的流动前沿并减少纤维断裂。
熔融材料如何流入模具中?
图1(a)为模具的示意图;(b)为整个模具沿厚度方向的速度分布曲线和熔体前端的喷泉式液流;(c)为终的纤维方向。
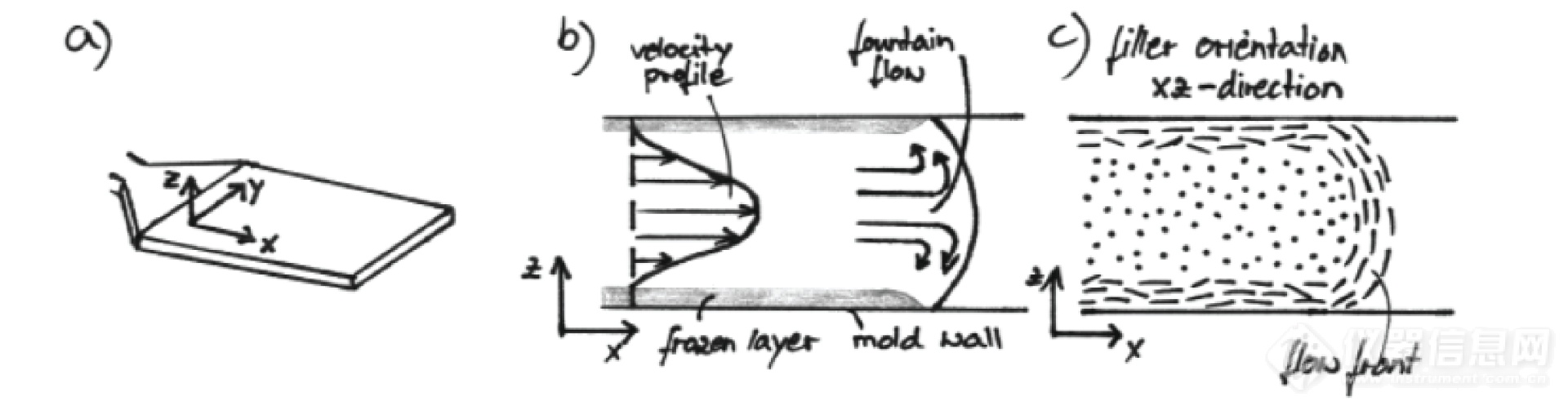
图1 a) 样品板的坐标系;b) 聚合物的速度分布和喷泉式液流效应的示意图;c) 整个样品板厚度的终填充方向
在速度梯度,不同的力和力矩作用下,模具内的纤维出现不同的取向。在模具中心,熔融材料的延伸和横向流动令纤维方向垂直于流动方向。在模具壁或静止层处,高剪切速率导致纤维方向与流动方向平行。静止层的厚度和速度分布决定了纤维取向层的厚度。
实验样品制备和测试
耐驰的TMA测量中根据图1(a)切割样品,研究纤维方向对热膨胀系数的影响。(b)为预期的主要纤维方向。
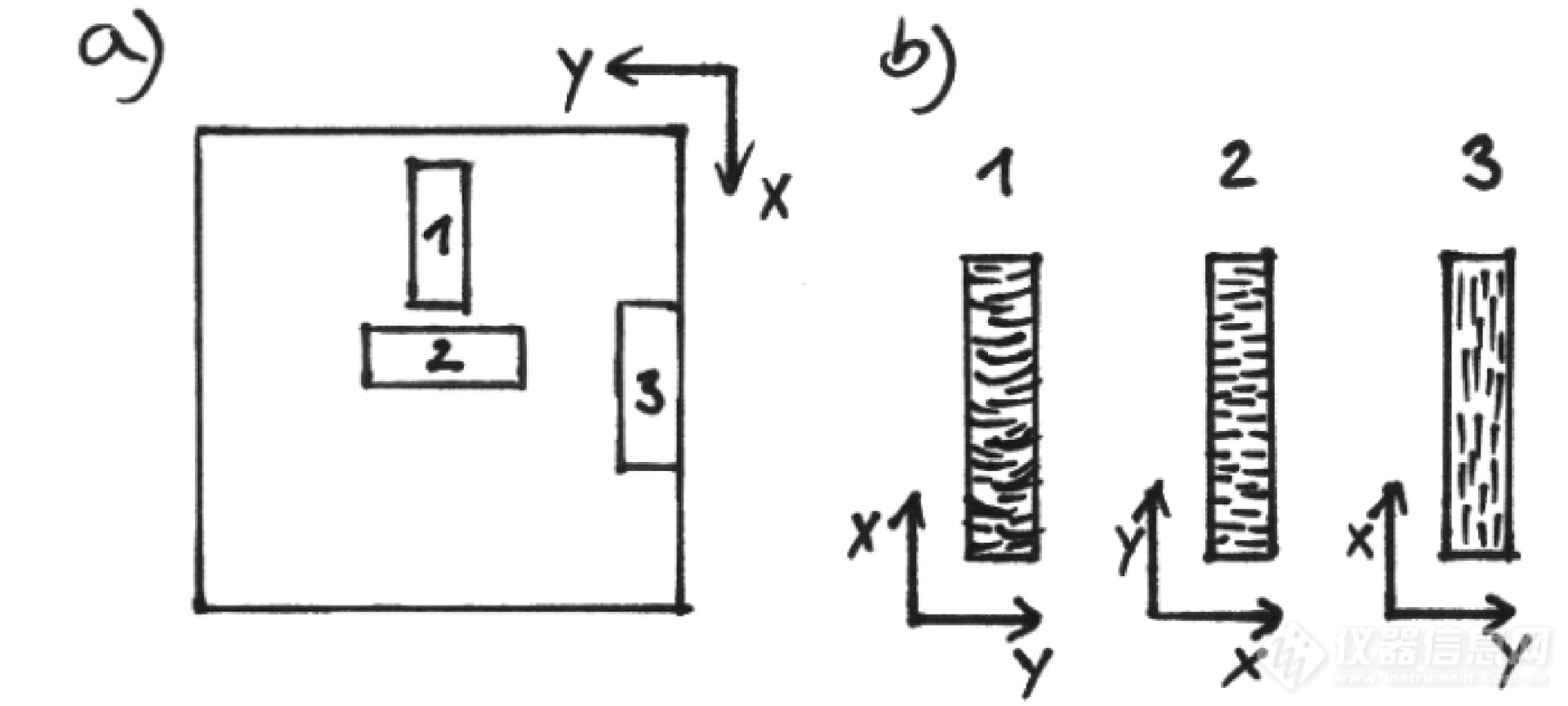
图2:a)样品选取位置,b)主要纤维方向
试样通过TMA 402 F3 Hyperion® Polymer Edition进行测量,先将样品冷却至低温,然后以5K/min加热速率从-70°C升至300°C。使用平均CTE(m.CTE,也就是分析计算两个数据点之间的斜率)计算热膨胀系数。 下表汇总了测量条件:
表1 测试条件
样品支架 | 热膨胀,石英支架 |
样品负载力 | 50mN |
气氛 | N2 |
气体流速 | 50mL/min |
温度区间 | 5K/min的升温速度从-70°C升高至300°C |
热膨胀与流场是怎样的关系?
从图3可看出,同预料情况一致,样品在高温区间(>Tg)的CTE大于低温区间(
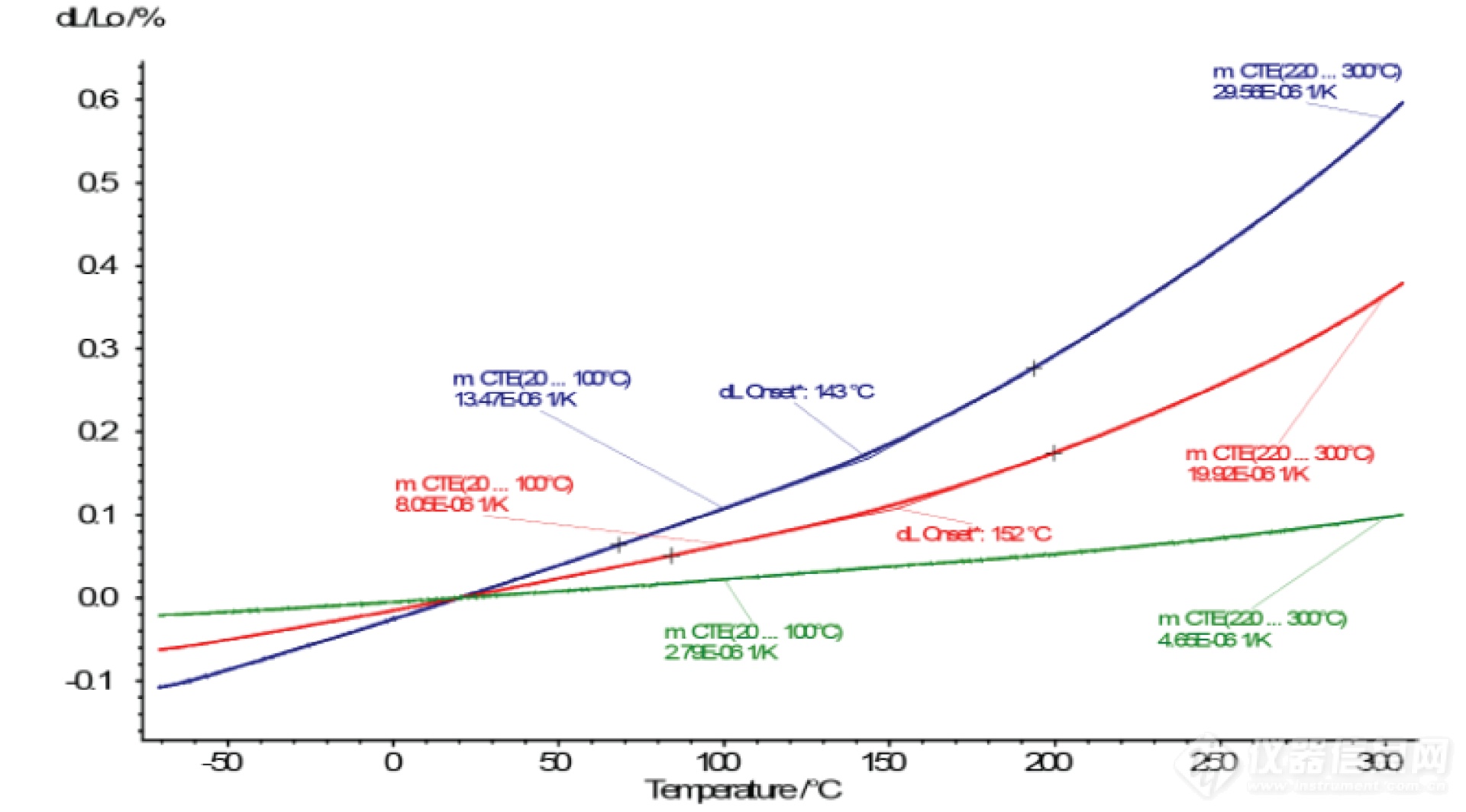
图3:来自不同部位的短碳纤维填充PEEK的TMA测量结果;样品1(红色);样品2(蓝色);样品3(绿色)
表2 Tg结果的汇总
| 样品1 (红色) | 样品2 (蓝色) | 样品3 (绿色) |
Tg [°C] | 152 | 143 | — |
CTE [10-6 K-1] | 8.05 | 13.47 | 2.79 |
CTE > Tg [10-6 K-1] | 19.92 | 29.56 | 4.65 |
根据CTE测量和流场中纤维方向理论,可以推导出样品中主要的纤维方向,如图1(b)所示。可以看出,由于样品较薄,样品2和样品3中静止层的作用为主要的作用,其中大部分纤维的方向为x方向。因此,样品3的CTE值低(流动和纤维方向上的测量),样品2的CTE值高(垂直于流动和纤维方向的测量)。
研究表明基于填充方向分析填充材料热膨胀系数的重要性,以及流场在注射成型过程中对填充材料热膨胀系数的影响。
关于Neue Materialien Bayreuth GmbH
Neue Materialien Bayreuth GmbH是一家非学术研究公司,致力于开发各种新型轻型建筑材料,从聚合物、纤维增强复合材料到金属,包括加工。他们通过优化可用材料和生产流程,面向应用提供解决方案。

电话
微信扫一扫

 当前位置:
当前位置: